料量控制 一般注塑机注ABS 塑料时, 其每次注射量仅达标准注射量的75 %。为了提高制件质量及尺寸稳定, 表面光泽、色调的均匀, 要求注射量为标定注射量的50 %为宜。
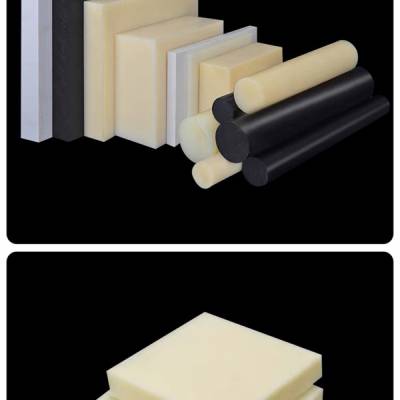
ABS通称腈丁二烯,是由腈-丁二烯-三种单体共聚而成。由于三种单体的比例不同,可有不同性能和熔融温度,流动性能的ABS如与其它塑料或添加剂共混,则更可扩大至不同用途和性能的ABS,如抗冲级、耐热级、阻燃级、透明级、增强级、电镀级等。ABS的流动性介于PS与PC之间,其流动性与注射温度和压力都有关系,其中注射压力的影响稍大,因此成型时常采用较高的注射压力以降低熔体粘度,提高充模性能。
ABS材料熄灭的时分比拟慢,其火焰呈黄色,冒烟,有特殊气息,不会熔融滴落。ABS工程塑料的抗冲击性、耐热性、耐低温性、耐化学药品性及电气特性好,具有易加工、废品稳定、外表光泽性好等特性,阻燃ABS板加工,应用范围十分广,像儿童玩具、家用电器、汽车航空等范畴都少不了它的存在。ABS材料也有一些特性需求我们留意一下,ABS不耐,会被溶胀,也会被极性溶剂所溶解;还有其耐候性较差,耐紫外线的性能不好。还有普通的ABS材料的耐热性不是很好,所以我们经常会将ABS改性运用,阻燃ABS板厂家,以便满足我们更多的要求。
镀件表面的小凹点,主要由电镀过程中制件表面所吸附的氢气没有及时脱离而形成的。产生原因可能是电镀槽中空气搅拌不均匀,应改善空气搅拌,赶走制件表面吸附的氢气。制件表面没有镀上,主要由前面化学镀没有沉积上,造成后面电镀不成功。产生原因可能是电镀槽被粗化液污染或者化学镀镍反应不够快,天津阻燃ABS板,局部没有沉积上,应防止粗化液被带入后面的镀槽或者提高槽液浓度。镀件表面局部颜色呈黄色。主要由于制件铬层(银白色)没有镀上而露出了镍的颜色(白中偏黄色)。产生原因是镀铬电流太小,应增大镀铬电流。